



Chế tác trang sức là một bộ môn nghệ thuật đòi hỏi sự chính xác tuyệt đối, nơi một sai sót nhỏ tính bằng milimet hay một biến động nhiệt độ vài độ C cũng có thể biến một thỏi kim loại quý thành phế phẩm. Đối với các nghệ nhân kim hoàn hay các chủ xưởng sản xuất, việc nhận diện và kiểm soát các lỗi khi chế tác trang sức không chỉ quyết định đến độ thẩm mỹ của sản phẩm mà còn ảnh hưởng trực tiếp đến bài toán kinh tế và uy tín thương hiệu.
Một sản phẩm trang sức cao cấp phải đạt đến độ hoàn mỹ từ bề mặt, kết cấu cho đến độ an toàn của các viên đá đính kèm. Bài viết chuyên sâu này sẽ bóc tách các lỗi thường gặp khi chế tác trang sức trong từng công đoạn cốt lõi của kỹ thuật chế tác trang sức, chỉ ra nguyên nhân gốc rễ và đưa ra giải pháp khắc phục triệt để cho người làm nghề.
1. Các lỗi nghiêm trọng trong khâu đúc trang sức (Casting Defects)
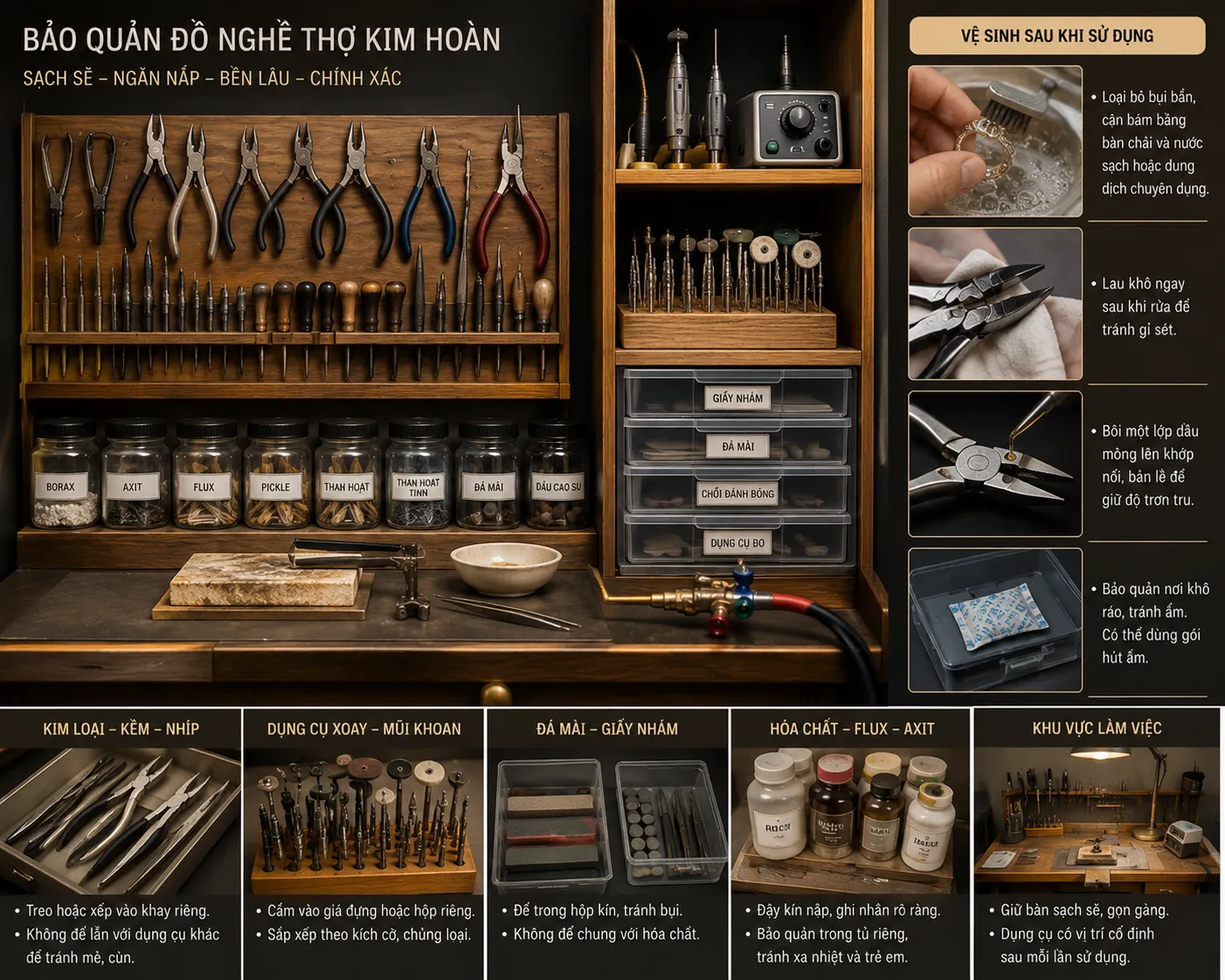
Khâu đúc sáp chảy là bước chuyển hóa mô hình sáp thành kim loại lỏng. Đây là giai đoạn nhạy cảm nhất và là nơi phát sinh nhiều lỗi chế tác kim hoàn mang tính hệ thống.
Nhiệt độ đúc không chuẩn ➔ Kim loại đông kết sớm ➔ Lỗi thiếu liệu / Đúc không đầy khuôn
Thạch cao thô / Trộn sai tỷ lệ ➔ Bề mặt kim loại bị sần sùi ➔ Hao hụt vàng khi làm nguội
1.1. Lỗi rỗ bề mặt kim loại

- Hiện tượng: Trên bề mặt sản phẩm sau khi đúc xuất hiện các lỗ kim li ti hoặc các bọc khí nhỏ. Khi tiến hành dũa hoặc đánh bóng, các lỗ này càng lộ rõ, làm giảm độ bóng gương và phá hủy hoàn toàn tính thẩm mỹ.
- Nguyên nhân sản phẩm trang sức bị rỗ bề mặt: Lỗi này thường do hiện tượng "rỗ co ngót" hoặc "rỗ khí". Khi kim loại lỏng nguội đi quá nhanh hoặc không đều, nó sẽ co lại tạo ra các khoảng rỗng. Ngoài ra, việc trộn bột thạch cao làm khuôn không kỹ, không hút chân không triệt để khiến bong bóng khí còn sót lại trong khuôn nung cũ cũng là nguyên nhân phổ biến.
Cách khắc phục:
- Kiểm soát chặt chẽ nhiệt độ nóng chảy của từng loại kim loại (Vàng, Platin, Bạc).
- Sử dụng hệ thống máy đúc hút chân không hoặc đúc ly tâm hiện đại.
- Đảm bảo chu kỳ nung khuôn thạch cao đủ thời gian để thoát hết hơi nước và khí gas.
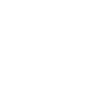
1.2. Lỗi đúc thiếu nguyên liệu, không đầy khuôn (Misrun / Incomplete Casting)
- Hiện tượng: Sản phẩm đúc ra bị thiếu chi tiết, đai nhẫn bị đứt đoạn, các hoa văn mảnh hoặc các đầu chấu giữ đá không được điền đầy kim loại.
Nguyên nhân:
- Nhiệt độ của khuôn thạch cao hoặc nhiệt độ của kim loại lỏng lúc đổ vào khuôn quá thấp, khiến kim loại bị đông kết trước khi kịp chảy đến các ngóc ngách nhỏ nhất.
- Thiết kế "cây thông sáp" (hệ thống đường dẫn dòng chảy) không hợp lý, đường truyền quá nhỏ hoặc quá dài làm giảm áp lực dòng chảy kim loại.
- Cách khắc phục: Tính toán lại vị trí cắm cây thông sáp, ưu tiên dẫn dòng chảy từ phần dày nhất đến phần mỏng nhất của sản phẩm. Tăng nhiệt độ khuôn nung một cách hợp lý đối với các mẫu có thiết kế hoa văn siêu mảnh.
1.3. Lỗi bề mặt sần sùi, bám gai thạch cao

- Hiện tượng: Bề mặt phôi đúc không mịn màng mà thô ráp, bám nhiều hạt dăm kim loại nhỏ xù xì.
- Nguyên nhân: Do bột thạch cao kém chất lượng bị bở, hoặc tỷ lệ pha trộn nước/bột không chuẩn khiến thạch cao bị vỡ vụn dưới áp lực của dòng kim loại lỏng nóng chảy, các mảnh vụn này trộn lẫn vào vàng.
- Cách khắc phục: Sử dụng bột thạch cao chính hãng, cân đong chính xác tỷ lệ nước/bột bằng cân điện tử và tuân thủ thời gian đông kết của khuôn.
2. Các lỗi trong giai đoạn làm nguội và hoàn thiện cơ học

Sau khi có phôi đúc thô, người thợ nguội sẽ dùng các dụng cụ cầm tay để gọt giũa. Giai đoạn này rất dễ xảy ra các sai sót do yếu tố con người (Human Errors).
2.1. Lỗi mài dũa quá tay làm biến dạng phom dáng
- Hiện tượng: Đai nhẫn bị méo, mất đi độ đối xứng, các đường gờ hoa văn bị mài phẳng lỳ hoặc bản nhẫn bị mỏng hơn so với bản vẽ thiết kế ban đầu.
- Nguyên nhân: Thợ kim hoàn thiếu sự tập trung, sử dụng lực dũa quá mạnh hoặc dùng sai loại dũa (ví dụ: dùng dũa thô cho các chi tiết cần dũa mịn).
- Cách khắc phục: Luôn sử dụng thước kẹp điện tử để đo đạc độ dày liên tục trong quá trình làm việc. Chuyển sang các loại dũa mịn hoặc giấy nhám độ hạt cao (từ 600 - 1200) khi tiếp cận các đường biên chi tiết.
2.2. Lỗi xuất hiện vết xước sâu khó xử lý
- Hiện tượng: Khi đưa sản phẩm sang công đoạn đánh bóng cuối cùng, các vết cào sâu xuất hiện cắt ngang bề mặt, không thể xóa mờ bằng lơ đánh bóng thông thường.
- Nguyên nhân: Do người thợ bỏ qua các bước nhám trung gian. Họ chuyển thẳng từ bước dũa thô sang bước đánh bóng bóng gương mà không qua các bước đánh giấy nhám mịn để xóa các lằn dũa trước đó.
- Cách khắc phục: Tuân thủ tuyệt đối quy trình đánh nhám hạ bậc: Từ dũa thép ➔ Nhám thô (320) ➔ Nhám trung (600) ➔ Nhám mịn (1200) ➔ Đánh bóng vải.
2.3. Lỗi làm tăng tỷ lệ hao hụt vàng vượt mức cho phép
- Hiện tượng: Trọng lượng vàng của sản phẩm sau khi hoàn thiện bị sụt giảm nghiêm trọng so với phôi đúc, vượt quá định mức hao hụt tiêu chuẩn (3% - 5%).
- Nguyên nhân: Thợ lạm dụng việc mài cắt, không gom bụi vàng đúng cách hoặc để mạt vàng bay ra ngoài không gian xưởng trong quá trình dùng motor treo mài tốc độ cao.
- Cách khắc phục: Lắp đặt hệ thống kính chắn và khay hứng mạt vàng ngay dưới tầm tay của bàn thợ. Định kỳ hút bụi xưởng và gom giẻ lau để xử lý tái chế thu hồi hao hụt vàng khi chế tác.
3. Lỗi gắn đá và vào chấu trang sức
Gắn đá được coi là đỉnh cao kỹ thuật của một thợ nguội kim hoàn. Một lỗi nhỏ ở khâu này có thể làm hư hại viên đá chủ trị giá hàng trăm triệu đồng hoặc làm rơi rụng đá trong quá trình khách hàng sử dụng.
Lực đẩy chấu quá mạnh ➔ Đá quý bị mẻ cạnh, nứt vỡ nội tại
Chấu không ôm sát girdle ➔ Đá bị lỏng, xoay trục ➔ Rủi ro rơi mất đá khi sử dụng
3.1. Lỗi làm nứt, mẻ cạnh đá quý (Stone Chipping)

- Hiện tượng: Viên đá chủ (Kim cương, Ruby, Sapphire, Emerald) bị sứt góc, mẻ cạnh girdle hoặc xuất hiện các đường nứt nội tại sau khi thợ bóp chấu giữ đá.
Nguyên nhân:
Thợ dùng lực đẩy của cây ép chấu hoặc búa gõ quá mạnh, không đều tay.
Khoét ổ chấu không vừa vặn với phom dáng thực tế của viên đá, khiến viên đá bị nghiêng và chịu lực tì đè không đều tại các điểm góc nhọn (đặc biệt là đá dáng Princess hoặc Marquise).
- Cách khắc phục lỗi khi chế tác kim hoàn ở khâu gắn đá: Thợ bắt buộc phải thao tác dưới kính hiển vi soi nổi để quan sát rõ từng góc tiếp xúc. Dùng mũi khoan chuyên dụng khoét ổ đá ôm sát khít biên dạng của đá trước khi dùng lực siết chấu nhẹ nhàng, tịnh tiến.
3.2. Lỗi chấu lỏng, đá bị xoay hoặc lung rinh
- Hiện tượng: Viên đá không được giữ cố định, khi dùng nhíp chạm nhẹ hoặc lắc nhẹ nhẫn thấy đá bị rung, xoay trục hoặc có tiếng kêu lạch cạch.
- Nguyên nhân: Thợ cắt ngàm chấu quá sâu làm chấu bị yếu, không đủ lực đàn hồi để ôm chặt đá, hoặc do thợ gạt chấu chưa tới tầm tiếp xúc với mặt trên (table/crown) của viên đá.
- Cách khắc phục: Cắt ngàm chấu tối đa bằng 1/3 độ dày của chấu. Đảm bảo mặt dưới của chấu phải đè khít lên đường gờ cạnh (girdle) của viên đá một cách chắc chắn.
4. Các lỗi liên quan đến xử lý nhiệt và hàn nối

Xử lý nhiệt bằng đèn khò ga/oxy là kỹ thuật nối các chi tiết đai nhẫn, ổ đá lại với nhau. Nhiệt độ không kiểm soát tốt sẽ gây ra những hậu quả tai hại dưới đây.
4.1. Lỗi chảy phôi, biến dạng kết cấu
- Hiện tượng: Chi tiết hoa văn mỏng bị chảy sụp, đứt gãy hoặc méo mó hoàn toàn trong lúc khò hàn.
- Nguyên nhân: Thợ đưa ngọn lửa tập trung quá lâu vào một điểm mỏng, hoặc chọn sai loại vảy hàn (sử dụng vảy hàn có nhiệt độ nóng chảy quá gần với nhiệt độ nóng chảy của kim loại phôi).
- Cách khắc phục: Luôn di chuyển ngọn lửa liên tục theo chuyển động tròn để nhiệt độ tản đều trên toàn bộ sản phẩm. Sử dụng các loại vảy hàn chuyên dụng (vảy hàn mềm - soft solder) có nhiệt độ nóng chảy thấp hơn phôi từ 50 độ C - 100 độ C.
4.2. Lỗi mối hàn bị đen, rỗ hoặc bong tróc
- Hiện tượng: Mối nối giữa các chi tiết bị lộ đường ranh giới đen xỉn, không đồng màu với tổng thể sản phẩm, hoặc mối hàn bị giòn, dễ rạn nứt khi nới/hạ size nhẫn.
- Nguyên nhân: Bề mặt kim loại tại vị trí hàn không được làm sạch dầu mỡ, bụi bẩn trước khi hàn; hoặc thợ không sử dụng chất trợ hàn (hàn - Flux) dẫn đến hiện tượng oxy hóa mạnh trong lúc gia nhiệt.
- Cách khắc phục: Làm sạch tuyệt đối điểm hàn bằng axit chanh hoặc cồn. Quét một lớp mỏng chất trợ hàn (Borax) lên vị trí nối để bảo vệ kim loại khỏi sự xâm nhập của oxy, giúp vảy hàn chảy đều và bám chặt vào thớ kim loại.
5. Cẩm nang phòng ngừa và nâng cao chất lượng chế tác cho xưởng kim hoàn

Để loại bỏ tận gốc các lỗi thường gặp khi chế tác trang sức, các xưởng sản xuất hiện đại và các nghệ nhân độc lập cần thiết lập một quy trình kiểm soát chất lượng (QC) nghiêm ngặt qua 3 giải pháp chiến lược:
- Ứng dụng triệt để công nghệ 3D (CAD/CAM): Chuyển đổi các mẫu phác thảo tay sang bản vẽ thiết kế 3D chuẩn xác giúp loại bỏ hoàn toàn các lỗi sai về tỷ lệ, độ dày của đai nhẫn hay kích thước ổ đá ngay từ trên máy tính trước khi đưa vào sản xuất thực tế.
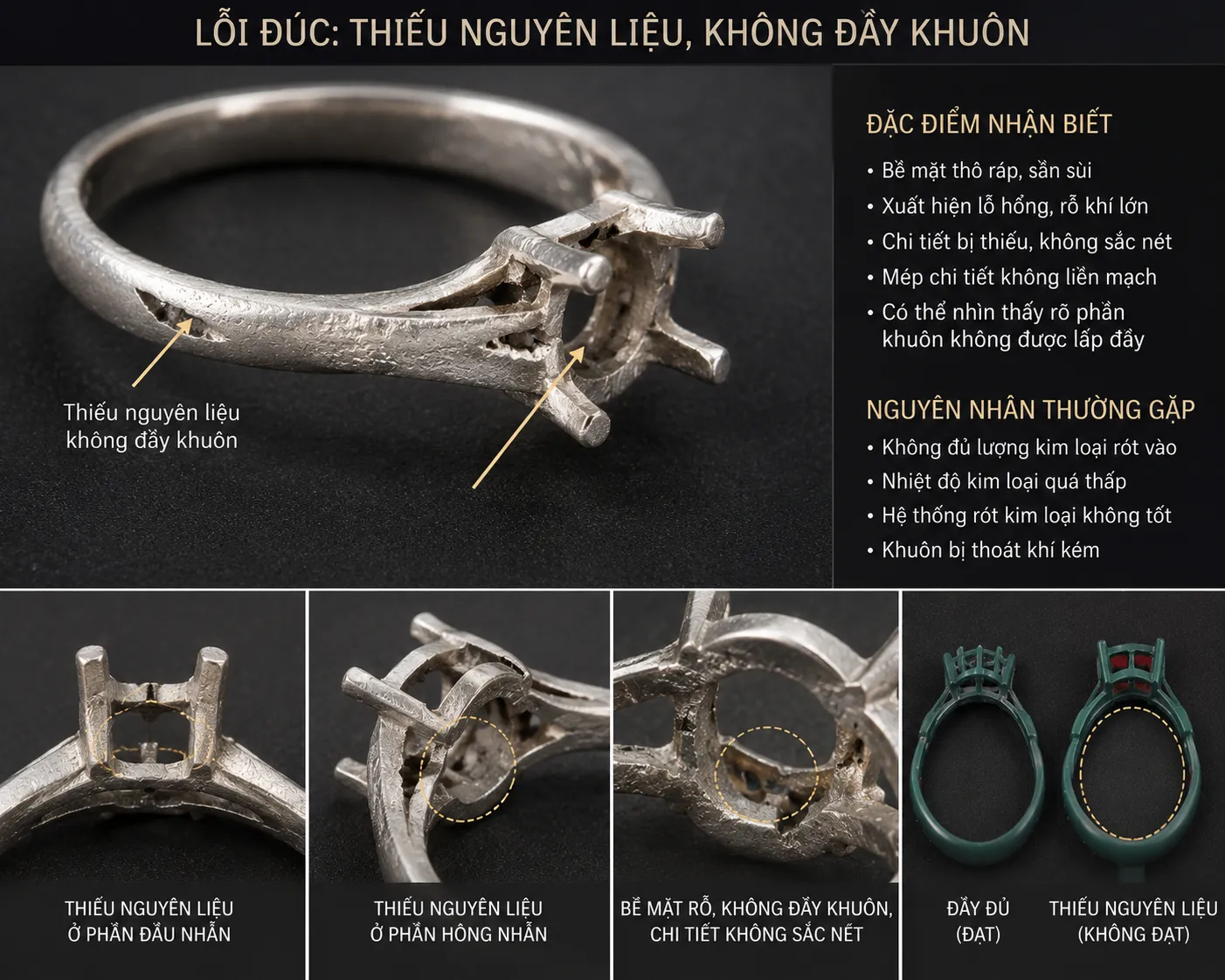
- Đầu tư trang thiết bị dụng cụ đạt chuẩn: Trang bị cho thợ hệ thống kính hiển vi soi nổi để gắn đá, máy đúc chân không kiểm soát nhiệt độ tự động và các dòng lơ đánh bóng cao cấp giúp giảm thiểu sai sót kỹ thuật và tối ưu năng suất lao động.
- Nâng cao năng lực thợ thông qua đào tạo bài bản: Khuyến khích đội ngũ thợ tham gia các khóa học chuyên sâu về luyện kim, ngọc học và kỹ thuật nguội hiện đại để họ hiểu rõ đặc tính lý - hóa của từng chất liệu (như sự khác biệt giữa gia nhiệt Vàng và Platin), từ đó chủ động phòng ngừa sai lỗi.
Kết luận
Kiểm soát và xử lý các lỗi thường gặp khi chế tác trang sức là một hành trình đòi hỏi cả sự kiên nhẫn, đôi bàn tay khéo léo lẫn tư duy khoa học của người thợ kim hoàn. Mỗi lỗi sai được khắc phục thành công là một bước tiến giúp nâng tầm giá trị cho tác phẩm trang sức của bạn. Bằng việc thấu hiểu nguyên nhân gốc rễ và áp dụng đồng bộ các giải pháp công nghệ hiện đại, bạn hoàn toàn có thể tự tin tạo ra những kiệt tác trang sức hoàn mỹ, bền vững, xứng đáng là kỉ vật vĩnh cửu đi cùng khách hàng suốt cuộc đời.




-MkIW-large.webp)



-ZCSt-large.webp)
