



1. Kỹ thuật hàn trang sức: Linh hồn của nghệ thuật chế tác kim hoàn

Trong tổng quan ngành kim hoàn, nếu như tư duy thiết kế tạo nên hình hài, công nghệ dựng hình 3D tạo nên độ chính xác, thì kỹ thuật hàn trang sức chính là chất keo kết dính, biến các chi tiết kim loại riêng lẻ thành một tác phẩm hoàn chỉnh, vững chãi. Từ việc nối lại một sợi dây chuyền bị đứt, thu nhỏ size một chiếc nhẫn vàng, cho đến việc lắp ghép hàng chục chi tiết siêu nhỏ trên một bộ vương miện lộng lẫy – tất cả đều phải sử dụng đến kỹ thuật hàn.
Hàn trang sức không đơn thuần là làm nóng chảy kim loại rồi dính chúng lại với nhau. Đây là một bộ môn khoa học vật liệu đòi hỏi sự thấu hiểu sâu sắc về nhiệt độ, phản ứng hóa học của kim loại và đặc biệt là sự khéo léo, nhạy bén của đôi bàn tay người thợ. Việc nắm vững quy trình hàn trang sức chuyên nghiệp là điều kiện bắt buộc nếu bạn muốn trở thành một thợ kim hoàn giỏi hoặc muốn tự quản lý chất lượng sản phẩm cho thương hiệu của riêng mình.
2. Bản chất khoa học đằng sau kỹ thuật hàn kim loại quý

Để thực hiện một mối hàn sạch, bền và không để lại dấu vết, người thợ phải hiểu rõ nguyên lý hoạt động của hai yếu tố cốt lõi: Vảy hàn kim hoàn (Solder) và chất trợ dung (Flux).
Kim loại nền (Nhiệt độ nóng chảy cao) + Vảy hàn (Nhiệt độ nóng chảy thấp) + Chất trợ dung (Hàn gắn & Bảo vệ) = Mối hàn hoàn mỹ
Bản chất của vảy hàn (Solder)
Trong chế tác trang sức, chúng ta chủ yếu sử dụng phương pháp "hàn cứng" (Brazing). Vảy hàn thực chất là một hợp kim của chính kim loại nền đó nhưng được pha trộn thêm các thành phần khác để hạ thấp điểm nóng chảy.
- Ví dụ: Vàng 18K nguyên chất nóng chảy ở khoảng 900 độ C - 1000 độ C, thì vảy hàn vàng 18K sẽ được pha thêm một tỷ lệ nhỏ kẽm hoặc cadmium để nó có thể nóng chảy ở mức 700 độ C - 780 độ C.
- Vảy hàn thường được chia làm 3 cấp độ nhiệt: Hard (Cứng/Nhiệt cao), Medium (Trung bình), và Easy (Mềm/Nhiệt thấp). Người thợ sẽ dùng vảy Hard cho mối hàn đầu tiên, và dùng vảy Easy cho các chi tiết hàn sau cùng để tránh làm chảy các mối hàn trước đó.
Vai trò tối thượng của chất trợ dung (Flux - Hàn hàn)
Khi kim loại bị nung nóng dưới nhiệt độ cao, chúng sẽ phản ứng cực nhanh với oxy trong không khí, tạo ra một lớp màng oxit đen xỉn ngăn cản các phân tử vảy hàn liên kết với kim loại nền. Chất trợ dung (thường là hàn hàn hoặc axit boric pha cồn) được quét lên mối hàn để:
- Cách ly mối hàn khỏi oxy, ngăn chặn hiện tượng oxy hóa.
- Giúp vảy hàn khi nóng chảy có độ lỏng cao, dễ dàng "chạy" và điền đầy vào khe hở theo nguyên lý mao dẫn.
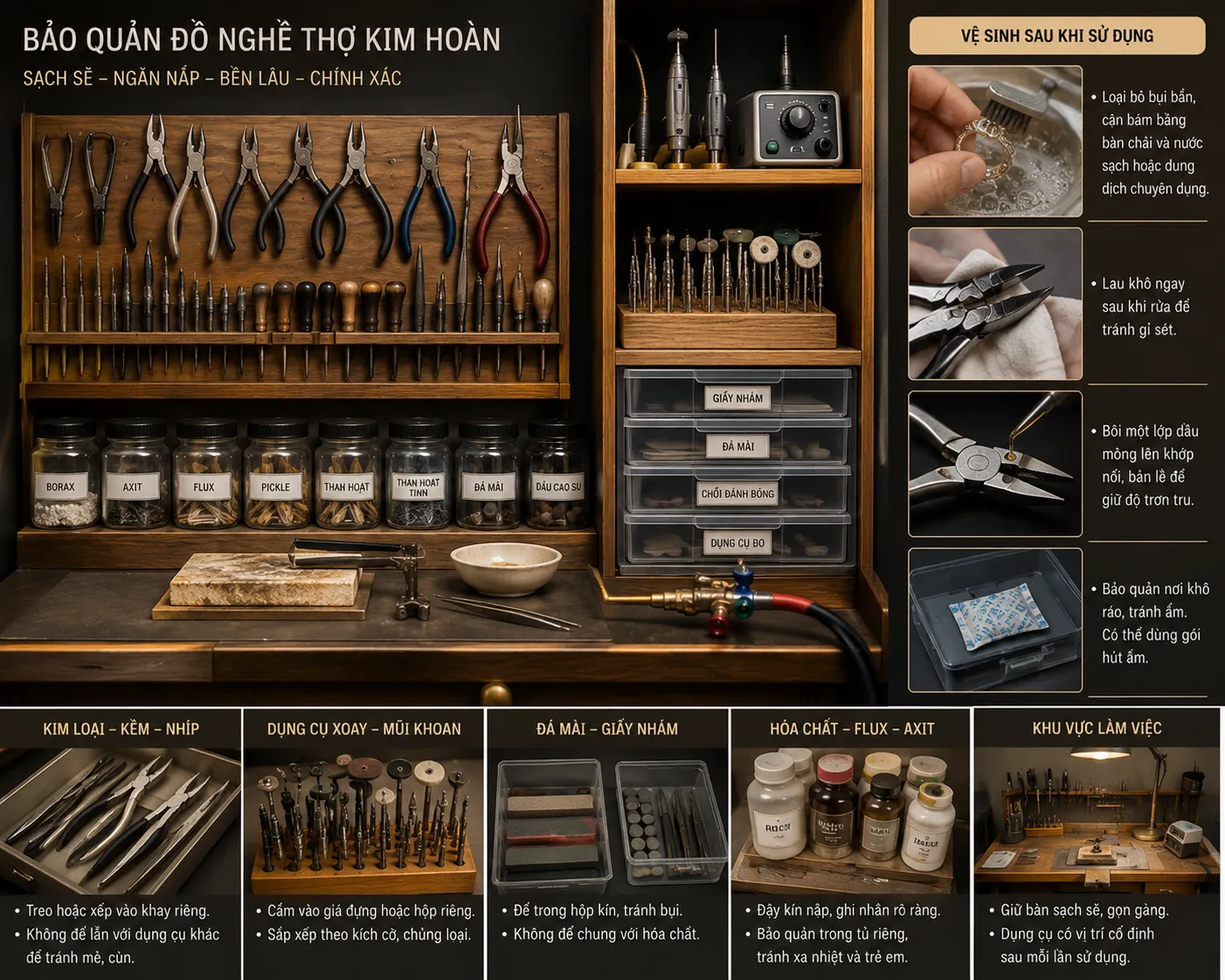
3. Bản đồ dụng cụ đồ nghề cần thiết cho trạm hàn kim hoàn

Một trạm hàn trang sức bằng đèn khò tiêu chuẩn đòi hỏi các dụng cụ hàn trang sức chuyên dụng để đảm bảo tính chính xác và an toàn tuyệt đối:
- Mỏ khò hàn bạc/vàng (Torch): Có thể sử dụng mỏ khò dùng bình ga mini (cho các mối hàn nhỏ, nhiệt thấp) hoặc hệ thống mỏ khò chuyên nghiệp kết hợp khí Ga và Oxy để tùy chỉnh ngọn lửa tập trung, tạo ra nhiệt lượng cực cao phù hợp với chất liệu vàng 18K hay Platin.
- Gạch chịu nhiệt (Soldering Block): Thường làm bằng chất liệu magnesia, gốm hoặc tổ ong cách nhiệt, giúp giữ nhiệt lượng không bị thất thoát và bảo vệ bàn thợ khỏi cháy nổ.
- Kẹp nẹp và panh gắp (Tweezers): Kẹp bằng thép chịu nhiệt, đặc biệt là loại kẹp ngược (Cross-lock tweezers) để cố định chặt chẽ các chi tiết nhỏ trong suốt quá trình nung lửa.
- Hũ axit làm sạch (Pickle Pot): Một nồi nấu nhỏ chứa dung dịch axit nhẹ (thường là sodium bisulfate pha nước ấm) để ngâm trang sức ngay sau khi hàn, giúp tẩy sạch lớp chất trợ dung bị cháy và màng oxit cứng đầu.
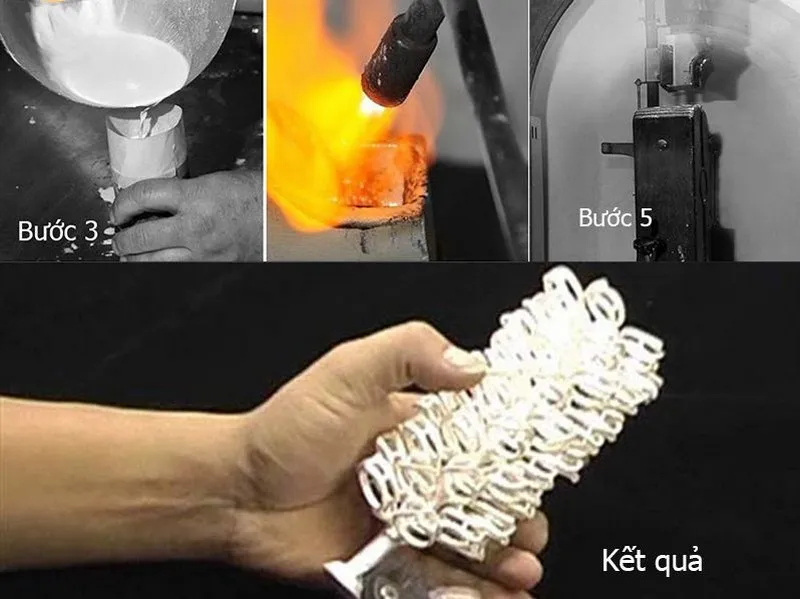
4. Hướng dẫn kỹ thuật hàn trang sức cho người mới theo quy trình 5 bước
Để giúp bạn hình dung rõ ràng, dưới đây là quy trình hàn trang sức chuyên nghiệp được áp dụng tại các xưởng chế tác lớn, lấy ví dụ trực quan từ cách hàn nhẫn vàng bị đứt hoặc nới size:
Bước 1: Làm sạch tuyệt đối bề mặt tiếp xúc (Preparation)
Vảy hàn sẽ không bao giờ "chạy" nếu bề mặt kim loại dính dầu mỡ, bụi bẩn hoặc dấu vân tay. Bạn phải dùng giấy nhám mịn hoặc dũa nhẹ để làm lộ ra lớp kim loại sạch bóng tại vị trí cần hàn. Hai đầu mối nối của đai nhẫn phải khít sát vào nhau, không được để lộ khe hở ánh sáng, vì vảy hàn chỉ có tác dụng liên kết chứ không có tác dụng lấp đầy các khoảng trống quá lớn.
Bước 2: Quét chất trợ dung (Fluxing)
Dùng cọ nhỏ quét đều dung dịch hàn hàn lên vị trí mối nối. Hãy quét rộng ra xung quanh một chút để bảo vệ phần bề mặt vàng không bị cháy đen dưới ngọn lửa.
Bước 3: Đặt vảy hàn (Placing the Solder)
Cắt một miếng vảy hàn siêu nhỏ (chỉ bằng hạt cát, khoảng $1\text{ mm} \times 1\text{ mm}$) đặt chính xác lên trên hoặc ngay sát cạnh đường nối của chiếc nhẫn.
Bước 4: Kỹ thuật gia nhiệt điều phối lửa (Heating)
Đây là bước quyết định đẳng cấp của người thợ. Khi sử dụng mỏ khò hàn bạc hoặc vàng, sai lầm phổ biến của người mới là chĩa thẳng ngọn lửa vào miếng vảy hàn nhỏ bé. Điều này làm vảy hàn nóng chảy cuộn tròn lại thành một hạt ball trong khi kim loại nền chưa đủ nóng, khiến mối hàn bị bong.
Cách làm đúng: Bạn phải đưa ngọn lửa khò đều toàn bộ chiếc nhẫn để đẩy nhiệt độ tổng thể lên từ từ. Khi thấy chất trợ dung sôi lên rồi xẹp xuống thành một lớp màng thủy tinh trong suốt, hãy tập trung ngọn lửa vào vùng kim loại nền xung quanh mối hàn. Theo nguyên lý vật lý, vảy hàn sẽ tự động chảy và lao về phía nơi có nhiệt độ cao nhất. Khi kim loại nền đạt đủ độ nhiệt, miếng vảy hàn sẽ lập tức tan chảy như nước và "chạy" gọn gàng vào khe nối. Ngay lập tức, bạn phải rút ngọn lửa ra để tránh làm chảy luôn cả chiếc nhẫn.
Bước 5: Tôi nước và làm sạch trong bể axit (Quenching & Pickling)
Gắp chiếc nhẫn vừa hàn xong thả vào một cốc nước sạch để hạ nhiệt đột ngột (tôi kim loại). Sau đó, thả nhẫn vào hũ axit ấm (Pickle Pot) ngâm từ 5 - 10 phút. Chiếc nhẫn khi vớt ra sẽ sạch bong lớp cháy bẩn, lộ ra đường hàn vàng ruộm đều màu. Bạn chỉ cần dũa nhẹ và đem đi đánh bóng là hoàn thiện.
5. Các lỗi thường gặp khi hàn vàng bạc và giải pháp khắc phục

Ngay cả những thợ kim hoàn có kinh nghiệm đôi khi cũng gặp phải những sự cố ngoài ý muốn. Dưới đây là các lỗi thường gặp khi hàn vàng bạc và cách xử lý thực chiến:
- Mối hàn bị "đá", không liên kết (Cold Joint): Miếng vảy hàn chảy ra nhưng không bám vào kim loại nền mà co tròn lại. Nguyên nhân: Do bề mặt kim loại chưa sạch hoặc bạn quên quét chất trợ dung, hoặc do bạn nung vảy hàn trước khi nung kim loại nền. Giải pháp: Tháo ra, dũa sạch, quét lại flux và nung đều nhiệt lại từ đầu.
- Mối hàn bị rỗ khí (Porous Weld): Sau khi đánh bóng, bề mặt mối hàn xuất hiện các lỗ li ti như tổ ong. Nguyên nhân: Do bạn nung ngọn lửa quá lâu hoặc dùng ngọn lửa có quá nhiều oxy (lửa xáp) làm cháy các thành phần hợp kim nhẹ trong vảy hàn. Giải pháp: Phải dũa bỏ hoàn toàn mối hàn cũ, thêm một chút vảy hàn mới và thao tác dứt khoát, nhanh chóng hơn dưới ngọn lửa vừa phải.
- Chảy hỏng các chi tiết xung quanh: Khi hàn móc khóa hoặc ổ hột, ngọn lửa lan ra làm chảy luôn các chi tiết mỏng manh bên cạnh. Nguyên nhân: Thiếu kỹ thuật kiểm soát vùng nhiệt. Giải pháp: Sử dụng các chất keo tản nhiệt chuyên dụng (Heat shield gel) hoặc bôi một lớp bùn độc mộc để bọc bảo vệ các phần không cần hàn.
6. Sự dịch chuyển công nghệ: Từ ngọn lửa đèn khò đến kỷ nguyên Máy hàn Laser
Mặc dù kỹ thuật hàn trang sức bằng đèn khò truyền thống vẫn là nền tảng bắt buộc phải học của mọi học viên kim hoàn, nhưng công nghệ hiện đại đã mang đến một bước tiến vĩ đại: Máy hàn Laser trang sức (Laser Welding).
Hàn đèn khò: Gia nhiệt diện rộng ➔ Nguy cơ chảy chi tiết phụ ➔ Phải tháo đá quý trước khi hàn
Hàn Laser: Hội tụ điểm siêu vi ➔ Nhiệt độ tức thì ➔ Hàn trực tiếp ngay sát cạnh viên kim cương
Máy hàn Laser sử dụng chùm tia sáng năng lượng cao hội tụ tại một điểm có kích thước chỉ từ $0.1\text{ mm} - 2\text{ mm}$. Công nghệ này cho phép người thợ hàn trực tiếp trên tay mà không bị bỏng, sửa xích đứt ngay sát cạnh viên kim cương hay đá quý mà không sợ nhiệt độ làm nứt vỡ đá. Đây là kỹ năng công nghệ cao giúp các xưởng chế tác nâng cao năng suất gấp 10 lần và xử lý được những món đồ hiệu xa xỉ mà ngọn lửa đèn khò truyền thống phải bó tay.
Kết luận: Muốn làm chủ kỹ thuật hàn cần bắt đầu từ đâu?
Kỹ thuật hàn trang sức không phải là thứ có thể giỏi sau một ngày hai bữa đọc sách lý thuyết. Nó đòi hỏi bạn phải trực tiếp ngồi vào bàn thợ, học cách cảm nhận "độ ửng hồng" của kim loại dưới ngọn lửa và rèn luyện sự dứt khoát khi đưa vảy hàn.
Nếu bạn là một người mới bắt đầu bước chân vào ngành kim hoàn hoặc đang có kế hoạch mở một tiệm sửa chữa, chế tác vàng bạc nhỏ, lời khuyên chân thành là hãy đầu tư vào một khóa học thực hành bài bản. Việc được chỉ dẫn trực tiếp bởi các nghệ nhân giàu kinh nghiệm sẽ giúp bạn rút ngắn thời gian thử sai, làm chủ các dụng cụ an toàn và nhanh chóng nâng cao tay nghề, tự tin tạo ra những mối hàn vĩnh cửu, tinh xảo tuyệt đối cho các tuyệt tác trang sức của mình!





-MkIW-large.webp)


-ZCSt-large.webp)
